发布日期:2026年1月26日
作者:孟善吉,高级金属分析师
铜及其合金仍然是加工难度最高、回报也最高的材料之一。它们优异的导热性和导电性、天然的抗菌性能以及完全可回收性,使其成为电动汽车部件、船舶五金件、精密齿轮和焊接电极等产品中不可或缺的材料。然而,铜的柔软性、易粘连刀具以及加工硬化特性,都要求我们采用正确的加工方法。
2026年,随着电气化和可再生能源的发展,铜的需求量激增,机械加工商将收到更多高性能合金的订单。本指南涵盖了我们最常用的铜牌号、适用的加工工艺、主要优势/挑战、实用设计技巧、刀具建议以及实际应用案例。
数控加工常用铜牌号
不同的应用需要不同的合金。以下是我们在精密加工车间最常见到的几种合金牌号:
- 纯铜(C10100/C11000)纯度99.9%以上,无氧或ETP。最适合实现最大导电性(母线、散热器)。
- 黄铜(C36000、C26000)易切削,断屑性能优异。非常适合加工管件、阀门和齿轮。
- 铝青铜(C95400、C95500)强度高,耐海水腐蚀性能优异。是船用螺旋桨和轴套的理想材料。
- 锡青铜(C90300、C90700)具有卓越的耐磨性和低摩擦系数。是重型轴承和齿轮的经典之选。
- 磷青铜(C51000、C54400)弹性极佳,抗疲劳性能优异。常用于连接器和弹簧。
- 铬锆铜 (C18150/C18200)经沉淀硬化处理,强度高,导电率达80-90% IACS。广泛应用于电阻焊条和电动汽车电机部件。
-
快速选级技巧对于电气部件,请选择纯铜或铜铬锆合金。对于易腐蚀环境,请选择铝青铜。对于易于批量加工的部件,请选择黄铜。
适用于铜的加工工艺
大多数铜牌号都适用于标准数控机床加工:
- 数控铣削:非常适合复杂几何形状、型腔和 3-5 轴零件。
- 数控车削非常适合用于衬套、接头和轴等圆形部件。
- 钻孔和攻丝黄铜和磷青铜丝锥可以干净利落地攻丝;纯铜深孔可以使用啄钻法。
- 瑞士型车床非常适合小型、高精度引脚和连接器。
- 电火花加工(如有需要):很少需要,但对硬化的 CuCrZr 结构很有用。

-
加工铜合金的优势
- 优异的导热性能→快速散热,减少刀具磨损。
- 优异的电气性能→对于连接器和电极至关重要。
- 天然抗菌表面 → 非常适合食品加工和医疗器械部件。
- 完全可回收利用 → 符合 2026 年可持续发展要求。
- 精美的表面处理 → 黄铜和青铜抛光至高光泽度。
挑战与实际解决方案
铜的延展性会带来一些经典问题——以下是我们应对这些问题的方法:
- 粘稠的薯片和堆积的边缘— 使用锋利的正前角刀具和充足的冷却液(乳化液或油)。
- 工作强化— 进行轻度扫描(深度 0.1-0.5 毫米),避免停留。
- 毛刺形成—黄铜加工几乎没有毛刺;纯铜需要去毛刺或逆铣。
- 热膨胀— 小心安装夹具,并使用冷却液来控制尺寸。
专业提示对于纯铜而言,多晶金刚石 (PCD) 刀具的使用寿命比硬质合金刀具长 10 倍。

-
设计注意事项和技巧
- 公差:黄铜/CuCrZr 可实现 ±0.01 毫米;纯铜由于质地较软,可能需要 ±0.02 毫米。
- 壁厚最小偏差为0.5-1毫米,以避免变形。
- 半径和圆角:增加较大的半径(至少 0.5 毫米),以减少应力并提高刀具寿命。
- 表面处理抛光硬质合金的标准表面粗糙度为 Ra 0.4 µm;黄铜可实现镜面抛光。
- 热处理CuCrZr 需要进行加工后时效处理才能达到完全硬度——请据此进行规划。
工具和参数建议
- 工具材料:大多数情况下使用未涂层或金刚石涂层的硬质合金;PCD 用于纯铜大批量加工。
- 切削速度和进给量(例如,C36000黄铜,10毫米立铣刀):
- 主轴转速:8,000-12,000 转/分
- 进给速度:1000-2000 毫米/分钟
- 切削深度:0.5-2毫米(轴向)
- 冷却液:务必使用——防止磨损并改善表面光洁度。
实际应用
- 黄铜 → 精密齿轮、阀体、装饰五金件。
- 铝青铜 → 船用衬套、泵叶轮。
- 锡青铜 → 蜗轮蜗杆、重载轴承。
- 磷青铜 → 电弹簧触点。
- 纯铜 → 热交换器、母线。
- CuCrZr → 点焊电极,电动汽车转子条。
2026年的成本与可持续性因素
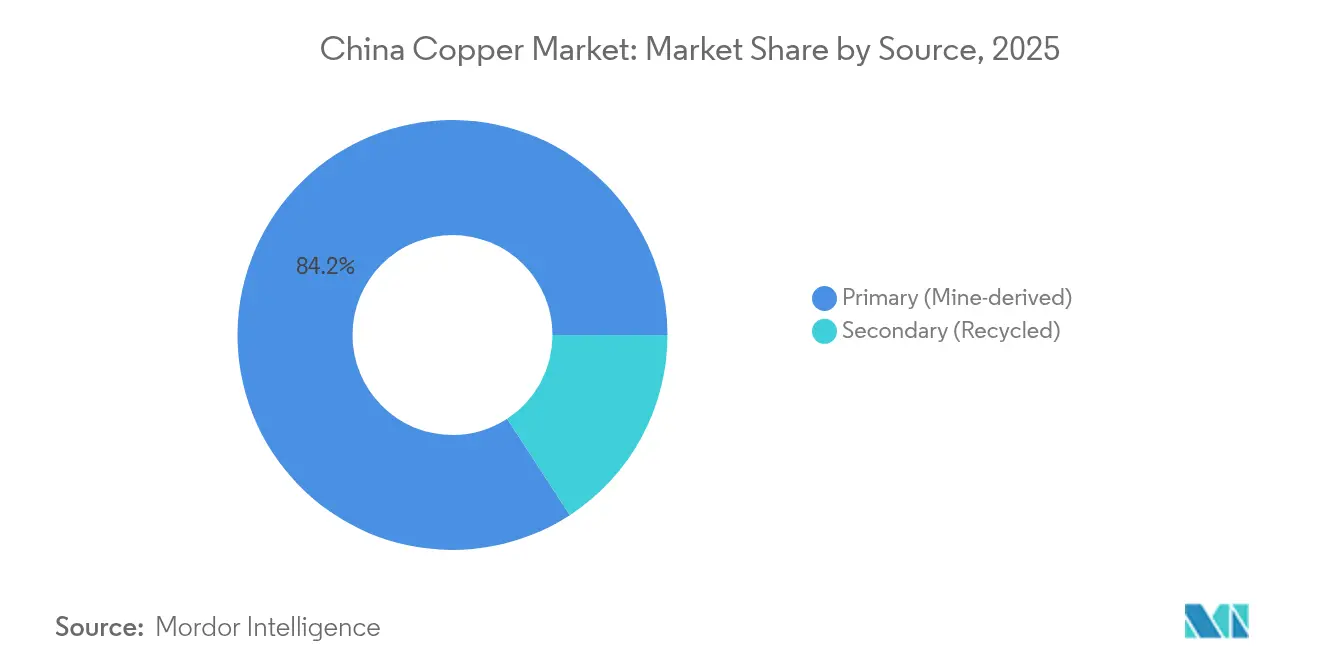
原材料价格波动(纯铜价格约为每吨 11,000 至 13,000 美元),但黄铜仍然是最经济的选择。许多工厂的回收率已超过 50%,从而降低了成本和碳排放。由于电动汽车的需求,预计 CuCrZr 的供应将趋紧。
最后想说的话
铜加工需要精心设置和选择合适的铜材等级。遵循以上技巧,您就能持续生产出高质量、功能齐全的零件,即使是最严苛的规格要求也能满足。
准备好将您的设计变为现实了吗?浏览我们最新的产品目录,查看我们全系列的铜合金库存(黄铜、铝青铜、锡青铜、磷青铜、纯铜和 CuCrZr),或联系我们的工程团队,获取定制加工报价和技术支持。
发布时间:2026年1月26日