发布日期:2026年1月26日
作者:周俊良,高级金属分析师
黄铜是加工性能最佳的铜合金之一,通常是新车间在调试数控参数时首先加工的材料。黄铜具有优异的切屑形成性能、高速加工能力和精美的抛光效果,可实现高生产率和低刀具磨损。预计到2026年,在建筑业复苏和电动汽车充电基础设施建设的推动下,管道装置、电气连接器、汽车配件和装饰五金等领域对精密黄铜零件的需求将保持强劲。
本指南专注于黄铜加工:常用牌号、最佳加工工艺、优势与挑战、实用技巧、刀具推荐以及实际案例。无论您是进行大批量生产还是制作原型,这些见解都能帮助您持续获得洁净无毛刺的零件。
常见的黄铜数控加工用牌号
黄铜的选择取决于其可加工性、强度和耐腐蚀性要求:
- C36000(易切削黄铜)→ 黄金标准——100% 可加工性,含铅量高,断屑性能优异。是大批量管件和阀门的理想之选。
- C26000(弹壳黄铜)→ 具有良好的成形性和强度,是冷加工的无铅材料。常用于弹药箱和拉拔件。
- C28000(蒙茨金属)→ 结构件强度更高,且加工性能良好。
- C46400(海军黄铜)→ 增强了对海洋应用的耐腐蚀性。
- 无铅选项(例如,C69300、环保黄铜)→ 因其饮用水和符合 RoHS 标准而越来越受欢迎。
小贴士为了获得最高的生产效率,请从 C36000 开始。为了满足监管要求,请改用无铅钢材——使用现代刀具加工,它们的加工性能几乎与 C36000 一样好。
适用于黄铜的加工工艺
黄铜在大多数数控加工中表现出色:
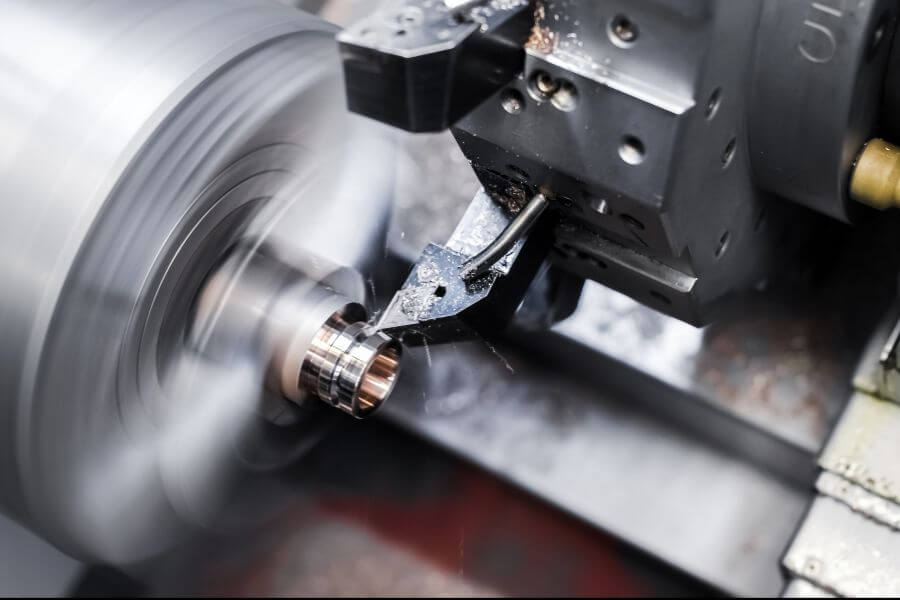
- 数控车削— 非常适合轴、配件和圆形零件 — 可实现高速运转。
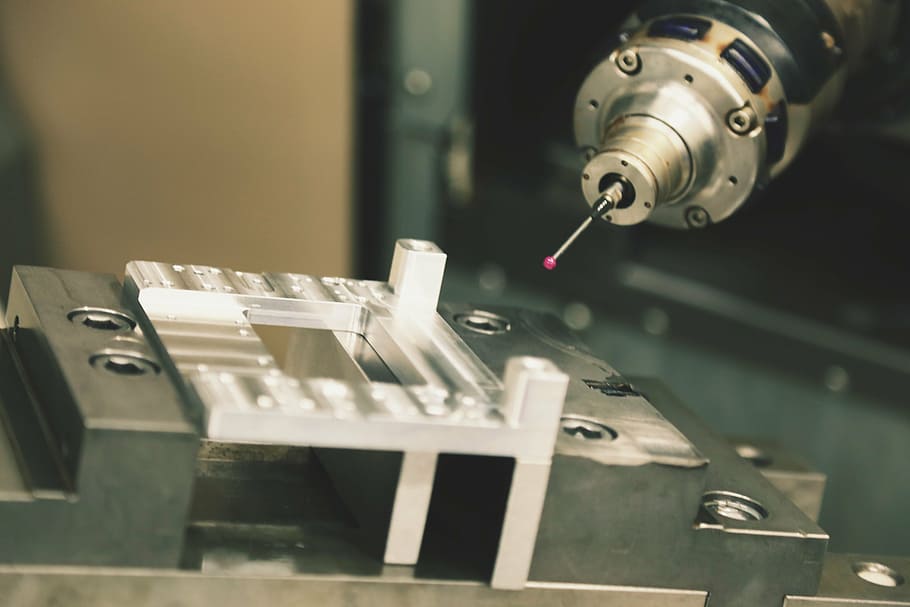
- 数控铣削— 非常适合复杂的几何形状、槽口和口袋。
- 瑞士型加工— 非常适合小型、高精度引脚和连接器。
- 钻孔和攻丝— 螺纹清洁,毛刺极少。
- 研磨/抛光— 加工后易于获得镜面效果。
-
黄铜加工的优势
- 一流的加工性能— 短而脆的木片减少了堆积,提高了疏散效率。
- 高速/进给— 在许多情况下,速度比铝快 3-5 倍。
- 优异的表面光洁度— 自然光泽,易于抛光。
- 良好的耐腐蚀性— 尤其是在潮湿环境下,海军黄铜制品会更加严重。
- 抗菌特性— 非常适合用于门把手等接触表面。
挑战与实际解决方案
铜管乐器比较宽容,但要注意以下几点:
- 铅含量问题(C36000)→ 出于健康/监管原因,请使用除尘装置并考虑使用无铅替代品。
- 令人恼火的线索→ 大量涂抹冷却液,并使用涂层水龙头。
- 加工硬化(非易切削钢种)→ 轻柔、稳定的传球。
- 边缘有毛刺→ 采用顺铣和锋利刀具进行最小加工。
专业提示:一定要使用冷却液——即使是气流冷却也有帮助,但乳化液可以防止染色并延长刀具寿命。
-
设计注意事项和技巧
- 公差:通常可达到±0.005毫米;通过温度控制可实现更高精度。
- 壁厚:为保证稳定性,最小尺寸为 0.8 毫米。
- 半径至少预留 0.3 毫米以方便刀具路径的移动。
- 线程尽可能采用滚压攻丝设计——速度更快、强度更高。
- 完成:尽早确定抛光或电镀工艺,以提高成本效益。
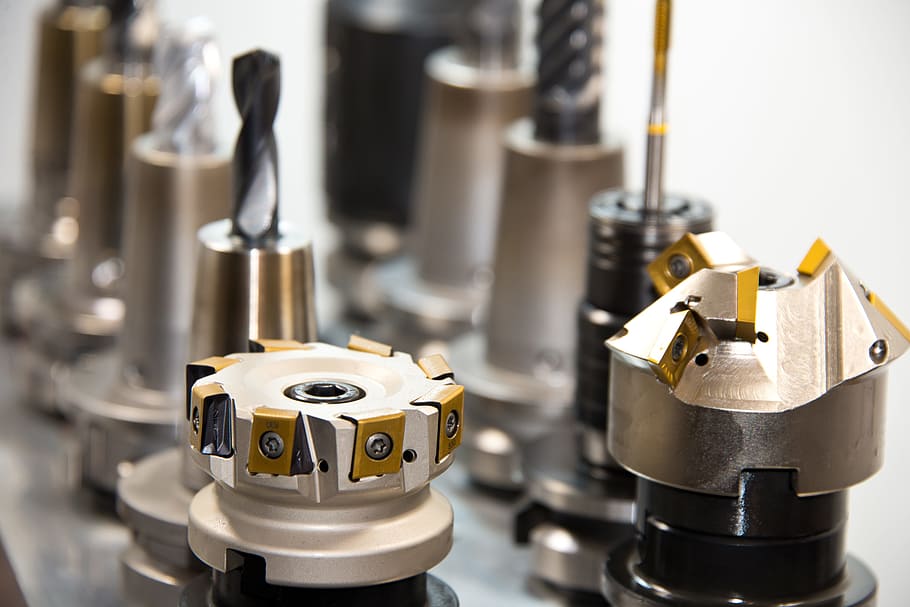
工具和参数建议
- 工具材料:大多数情况下使用未涂层的硬质合金;大批量生产时使用金刚石涂层。
- 示例参数(C36000,10 毫米立铣刀):
- 主轴转速:10,000-15,000 转/分
- 进给速度:2,000-4,000 毫米/分钟
- 深度:1-3毫米轴向
- 冷却液建议采用浸水法——防止变色。
-
实际应用
- 水暖配件和阀门
- 电气端子和连接器
- 精密齿轮和锁具
- 装饰五金和乐器
- 汽车传感器和紧固件
2026年的成本与可持续性因素
黄铜依然经济实惠(价格约为每公斤6-9美元,具体取决于等级),且废料价值极高。无铅黄铜因其符合绿色建筑认证标准而越来越受欢迎。
最后想说的话
黄铜加工在有色金属加工中拥有最高的生产效率和最佳的表面光洁度。只要选用合适的黄铜牌号并做好相应的加工准备,每次加工都能获得可靠、高质量的零件。
准备开始您的黄铜项目了吗?下载我们最新的黄铜合金目录,了解库存情况和规格,或联系我们的团队获取定制报价和加工支持。
-
发布时间:2026年1月26日